A horganybevonat kialakulásához vezető technológiai lépések, kezelések szinte minden esetben folyadékokban történnek. A munkadarab teljes felületén abban az esetben alakul ki egységes bevonat, ha a darab felületének minden pontja érintkezik a technológiai anyagokkal. További feltétel, hogy a kezelő folyadékokat az egyik technológiai fázisból a másikba semmiképpen ne hordjuk át. Ezért a termékek helyes felfüggesztése után sem légzsákok, sem pedig folyadékmegtartó zsebek nem alakulhatnak ki.
FONTOS! A technológiai folyadékok maradéktalan kiürülése nemcsak minőségi, hanem biztonságtechnikai követelmény is (robbanásveszély elkerülése!).
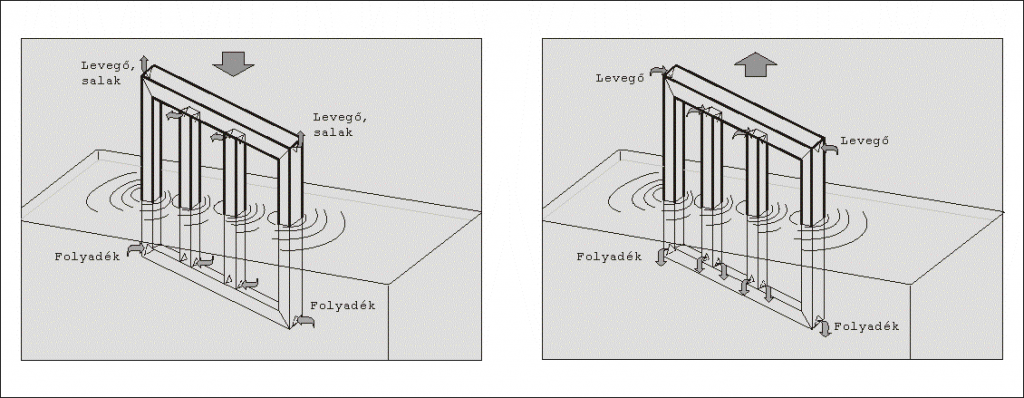
Bemerítés és kiemelés folyamata
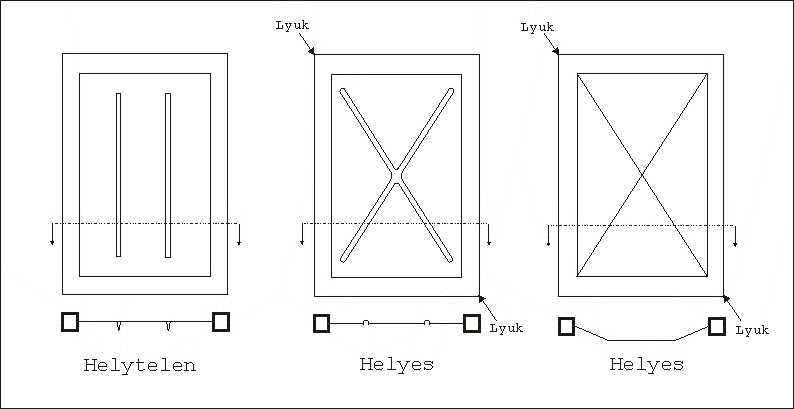
Technológiai nyílások, furatok
A technológiai nyílások méretei, szükséges darabszáma a zárt szelvények méreteivel függenek össze.
| Különböző zártszelvények méretei (mm) | Furatátmérők (mm) | ||||
 |
 |
 |
Különböző furatszámnál (db) | ||
| 1 | 2 | 4 | |||
| 15 | 15 | 20 x 10 | Ø 8 | – | – |
| 20 | 20 | 30 x 15 | Ø 10 | – | – |
| 30 | 30 | 40 x 20 | Ø 12 | Ø 10 | – |
| 40 | 40 | 50 x 30 | Ø 14 | Ø 12 | – |
| 50 | 50 | 60 x 40 | Ø 16 | Ø 12 | Ø 10 |
| 60 | 60 | 80 x 40 | Ø 20 | Ø 12 | Ø 10 |
| 80 | 80 | 100 x 60 | Ø 20 | Ø 16 | Ø 12 |
| 100 | 100 | 120 x 80 | Ø 25 | Ø 20 | Ø 12 |
| 120 | 120 | 160 x 80 | Ø 30 | Ø 25 | Ø 16 |
| 160 | 160 | 200 x 120 | Ø 40 | Ø 25 | Ø 16 |
| 200 | 200 | 260 x 140 | Ø 50 | Ø 30 | Ø 16 |
| 250 | 250 | 300 x200 | Ø 65 | Ø 35 | Ø 25 |
| 300 | 300 | 350 x 260 | Ø 80 | Ø 50 | Ø 30 |
| 400 | 400 | 450 x 350 | Ø 100 | Ø 60 | Ø 40 |
| 500 | 500 | 550 x 450 | Ø 120 | Ø 80 | Ø 50 |
Technológiai nyílások (furatok) méretei és szükséges darabszámai
A nyílásokat olyan pozícióba kell elhelyezni, hogy folyadék küszöbök és a legkisebb légzsák se jöjjön létre. A technológiai nyílások pontos helyeit az adott munkadarab felfüggesztési pozíciójának megfelelően kell meghatározni.
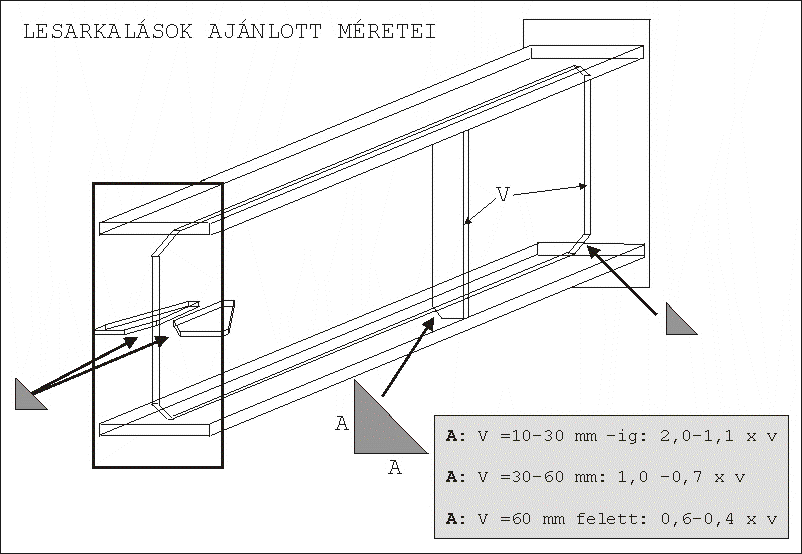
Gerinclemezes tartók kialakítása
A gerincelemezes tartók (I, IPE, HEA, HEB) esetében is biztosítani kell a felfüggesztésnek megfelelő technológiai nyílásokat, a csomópontok folyadékkal és levegővel történő átjárhatóságát, a lesarkalásokat
I-tartó technológiai nyílásai
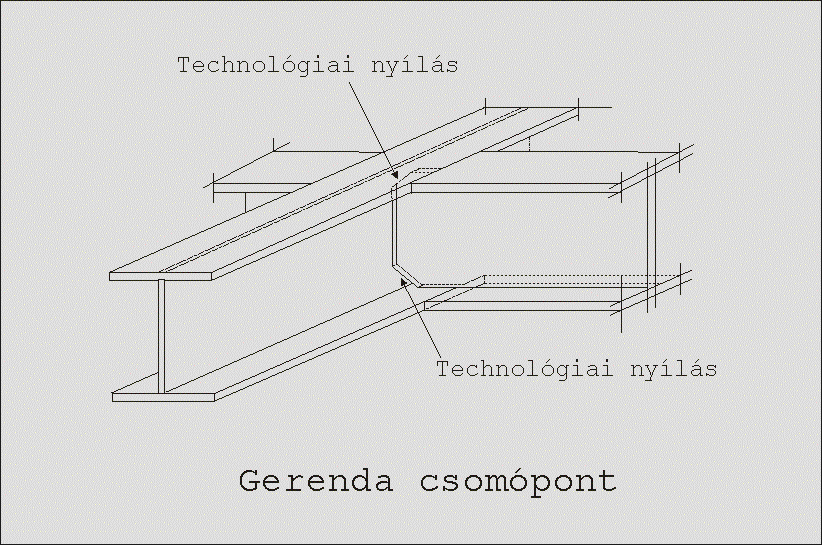
Gerenda-gerenda kapcsolatok
Átlapolt (rálapolt) felületek
Az egymásra fekvő (rálapolt) és körbe, vagy részben körbe hegesztett lemezfelületek rendszeres konstrukciós megoldások. Azonban az rálapolások miatt a két felület között maradt szennyeződés, vagy bekerülő folyadék baleseti veszélyforrást jelent. Ennek megelőzése érdekében az előírt technológiai nyílások, vagy szakaszos varratok alkalmazása kötelező.
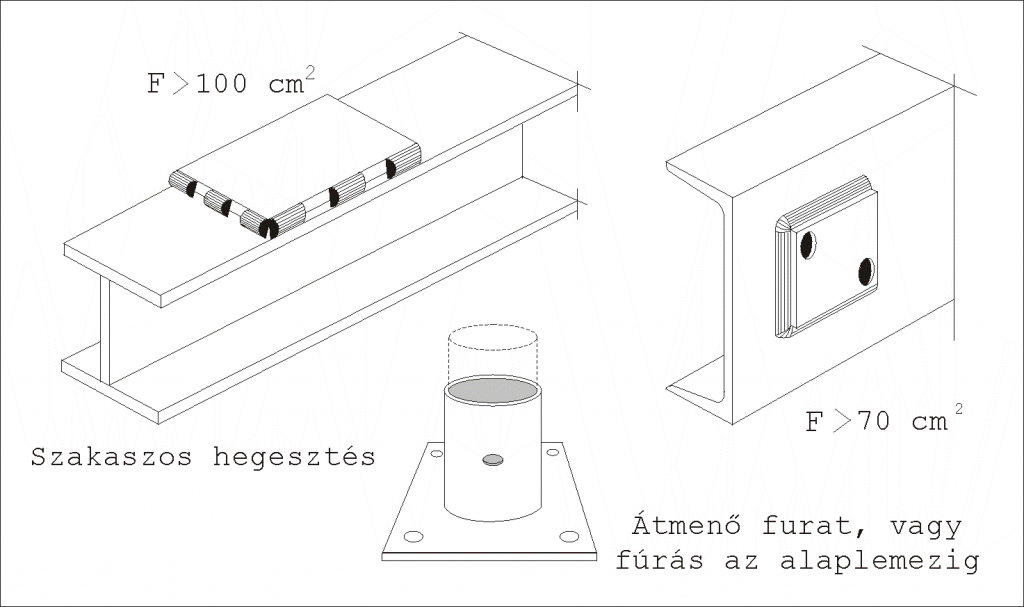
Átlapolásos kapcsolatok technológiai kialakításai
A technológia nyílások elhelyezésénél (alsó és felső pontban) figyelembe kell venni a darab felkötési pozícióját.
Lemezszerkezetek
Tűzihorganyzás szempontjából kockázatosak a nagy felületű és vékonyabb lemezből (v˂5 mm) gyártott acélszerkezetek, mert geometriai aránytalanságuk miatt deformációra hajlamosak. jellemzően hullámosodásként megjelenő maradó alakváltozások a magas hőmérséklet, esetleg a lemezanyagban levő saját feszültségek miatt jönnek létre. Ezek elkerülése érdekében a nagy felületek merevítése javasolt. A merevítések kellő méreteit próbahorganyzással célszerű ellenőrizni.
Lemezfelületek merevítése
Amennyiben az ábra szerinti merevítőbordák elhelyezése nem lehetséges, akkor a táblalemezeket külön kell horganyozni és szegecs- vagy csavarkötéssel kell rögzíteni a végleges helyére.
Nyitott szelvényes keretek és térbeli acélszerkezetek
U,C szelvények keretek esetében fontos szabály, hogy a szelvények szárait mindig kifelé fordítsák annak érdekében, hogy a technológiai salakok, gázok megfelelően el tudjanak távozni.
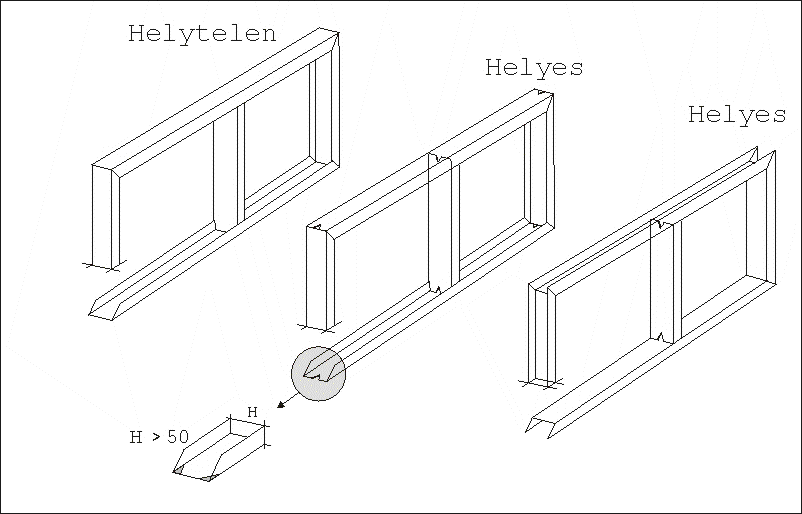
Nyitott szelvényes keretek
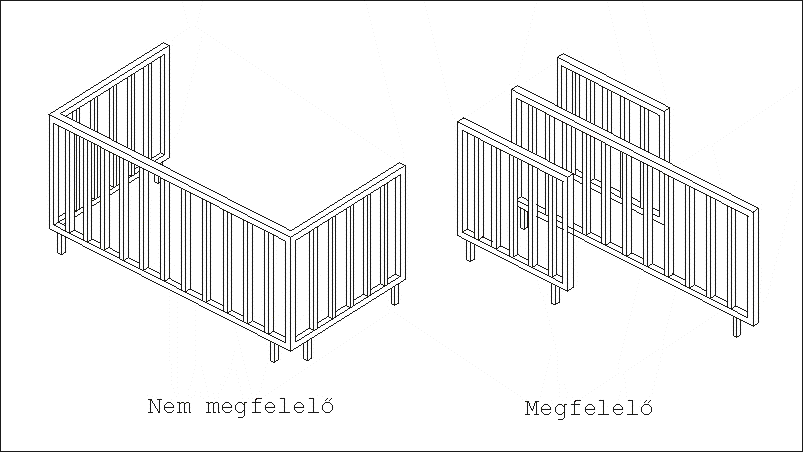
A térbeli szerkezetek szétbontása ajánlott
A tér mindhárom irányába jelentősebb kiterjedésű acélszerkezetek esetében ajánlott megoldás, ha a szerkezetet (pl. korlátot) síkokra bontva tervezzük és gyártjuk le.
Tartályok
A tartályok, vagy tartályszerű szerkezetek tűzihorganyzása minden esetben kívül-belül megtörténik. Kisméretű daraboknál több termék egyidejű bevonása is lehetséges, de a nagyméretű tartályok esetében (˃ 1 m3) legtöbbször egyedi horganyzás szükséges. Mivel nagy belső terekkel rendelkeznek, különösen fontos a technológiai nyílások mérete és helyes elhelyezése.
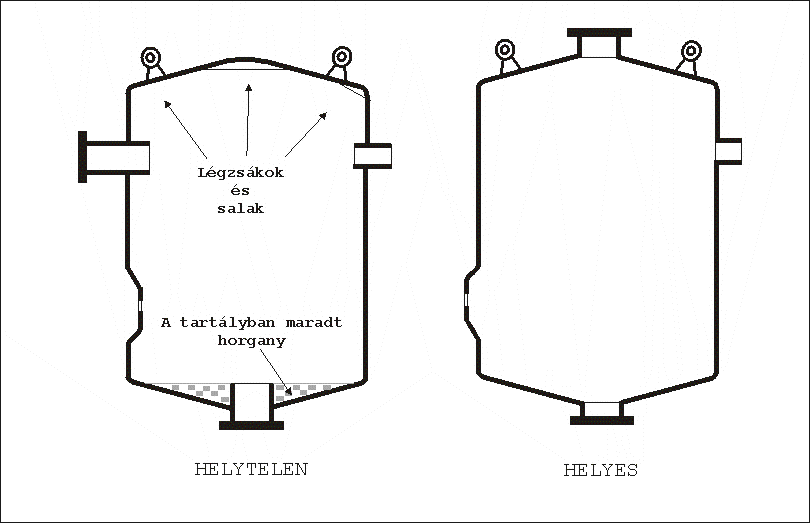
Tartályok technológiai nyílásai
Hőcserélők kívülről történő tűzihorganyzása
Ha a hőcserélők, radiátorok tűzihorganyzása csak kívülről lehetséges, különleges biztonságtechnikai követelményeket kell betartani. Az ilyen szerkezeteket – a belső tér tökéletes lezárását követően – kell előkezelésnek alávetni, majd tűzihorganyozni. A zárt térbe folyadék nem juthat be. A darabokat egyenként, egy speciális befogókészülékkel kell a horganyolvadék szintje alá kényszeríteni. Kialakításuknál az alábbiak betartása kötelező:
- Biztonsági szelepek elhelyezése (túlnyomás kivezetésére).
- Gáztömör illesztések, kötések és anyagok alkalmazása.
- Vegyszer és hőálló szigetelőanyagok alkalmazása (ha szükséges).
- Megfelelő szerkezeti szilárdság.
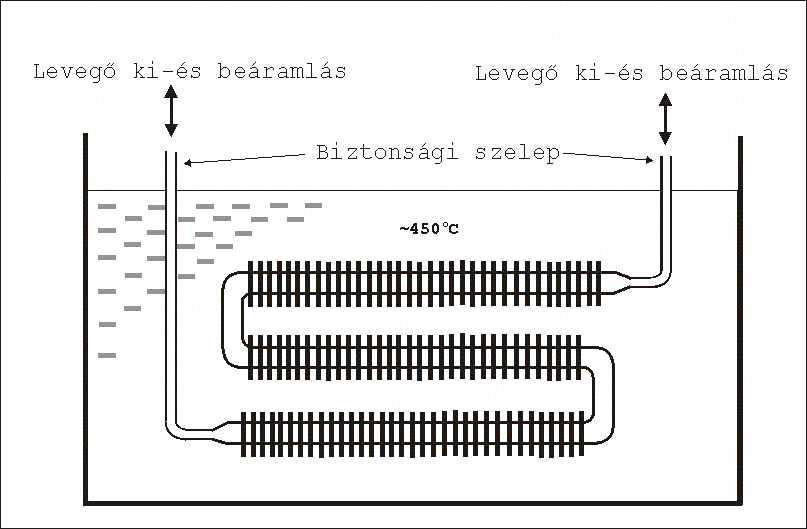
Hőcserélők kívülről történő bevonása
Mivel ezek az acélszerkezetek befoglaló méreteikhez képest óriási felülettel rendelkeznek, fontos a tűzihorganyzához optimális acélminőség alkalmazása.
Nagy vastagságkülönbségű lemezek összehegesztése
A nagy vastagságkülönbségű, összehegesztett acélszerkezeteknél a horganyolvadékban bekövetkező, de időben jelentősen eltérő hőtágulás miatt a vékonyabb szerkezeti részen káros mértékű alakváltozások, hullámosodások keletkezhetnek. Ez szélsőséges esetben akár a hegesztési varratok, alapanyagok elszakadásához is vezethet. Ennek elkerülése érdekében legfeljebb 3,5-szörös anyagvastagságokat hegesszenek össze, de minden ilyen esetben egyeztetni kell a tűzihorganyzó üzemmel. Amennyiben a nagy vastagságkülönbségű anyagok összeépítésének elkerülése nem lehetséges, a vékonyabb elemeket külön horganyozzák és csavarkötéssel rögzítsék az acélszerkezetre.