A tűzihorganyzás látszólag egyszerű, könnyen áttekinthető technológia, de a rétegképződés folyamatai bonyolultak. Horganybevonat keletkezik, ha a vas a horgannyal reakcióba lép és így a munkadarab felületén ötvözeti fázisok képződnek. A folyamat termodiffúzió útján megy végbe. Ez azonban igényli, hogy a teljes vasfelület kémiailag aktív, fémtiszta legyen, azaz mindennemű oxid, zsír, olaj, festék stb. maradványtól mentes fémfelületet biztosítsunk. A folyékony horgany és a vas határán semminemű, a termodiffúziót akadályozó szennyeződés nem lehet. Ennek érdekében a darabokat horganyzói gerendákra (traverzekre) rögzítik, majd ezt követően zsírtalanító fürdőbe mártják és a szükséges ideig benntartják. A zsírtalanítási művelet után általában hideg vizes öblítés következik. Utána oxidmentesítő (pácoló) fürdőbe helyezik az acélszerkezeteket. A pácolási idő elteltével vizes öblítéssel tisztítják meg a munkadarabokat a pácolási maradványoktól. A folyamat lezárása képpen a leöblített termékeket folyatószer (flux) vizes oldatába merítik, majd onnan kiemelve szárítóaknába helyezik. Ezt követi majd magának a horganyzásnak a folyamata.
A darabáru tűzihorganyzás technológiája (EN ISO 1461)
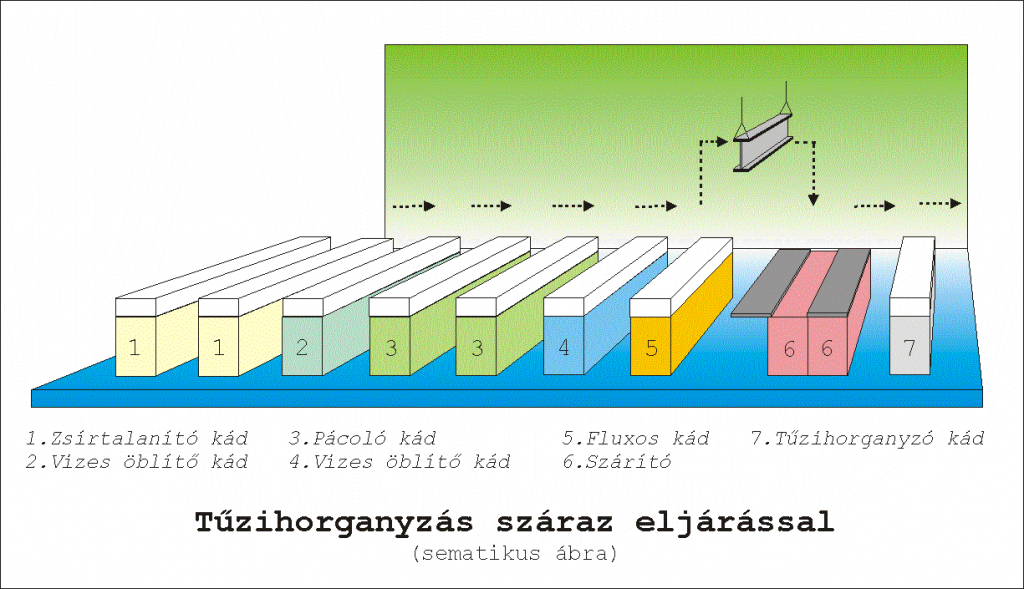
A teljes technológiai folyamat
A horgany (Zn) olvadáspontja 419° C, a szokásos hőmérséklet, ahol a tűzihorganyzást végzik, 450°C körül van (normál hőmérsékletű horganyzás). A fémtiszta felületű és megszárított munkadarabokat megfelelő tisztaságú horganyfürdőbe (MSZ EN ISO 1461) mártják, melyben az acélszerkezetek a fürdő hőmérsékletére melegszenek fel. A néhány perces idő alatt a horgany (Zn) és a vas (Fe) reakcióba lépnek egymással, és különböző összetételű horgany-vas ötvözeti rétegek képződnek a munkadarab felületén.
Amikor az acél alkatrészeket az olvadékból kihúzzuk, a képződött ötvözetrétegre a horganyfürdőből még egy tiszta cinkréteg rakódik. Ennek összetétele a kiemelés pillanatában nagyjából a horganyfürdő összetételének felel meg. Az ún. „reaktív” acélok esetén, illetve vastag anyagoknál (v>5 mm), vagy kedvezőtlen szerkezeti konstrukció alkalmazásakor, ez a tiszta réteg teljes keresztmetszetében ötvözeti réteggé alakulhat át (utólagos diffúzió), színe a fényes ezüstös helyett foltos vagy matt szürke, esetleg ún. hálómintás lehet (a kép jobb oldalán).
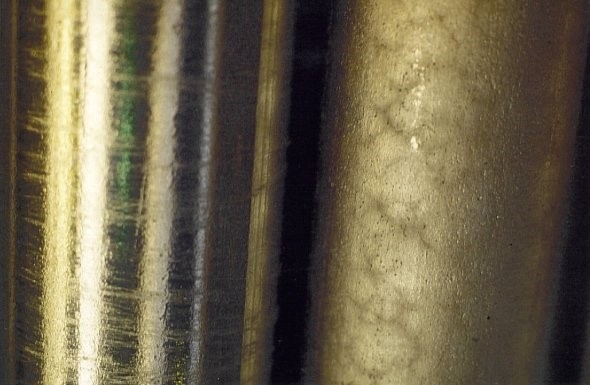
Különböző típusú horganybevonatok balra és jobbra
A fémolvadékban történő bevonási technológiáknál külön kategóriát képviselnek az apró alkatrészek, csavarok, alátétek, más néven a tömegáruk. Ezek bevonatolásra kifejlesztett módszer a centrifugás tűzihorganyzás, amelynél a horganyolvadékból történő kiemelést követően azonnal egy speciális centrifugában tisztítják meg a darabokat a felesleges horganytól. Az ilyen horganybevonatok vastagságára és kivitelére az MSZ EN ISO 1461 szabványban külön előírás van. Kötőelemek (csavarok, anyák) bevonására szigorú szabályok léteznek. Ezek a kötőelemek előírt tulajdonságait garantálják, és bevonataik vastagságára saját szabvány vonatkozik (MSZ EN 10684).